Failure Analysis
Back Ground
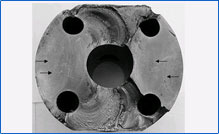
Premature failure of the component of material specification EN 36C was forwarded to Hi-Tech Laboratory for investigation to ascertain the mode and cause of failure (ref fig 1).
Observations
Visual / Macro Examination
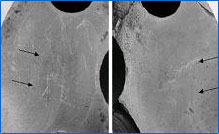
The part was broken squarely, observed severe rubbing, heat tint along the axis. On macro examination the rubbing areas showed numerous parallel cracks (ref fig 2)
Fractographic Examination
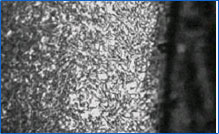
The cleaned fracture surface is observed under stereomicroscope at 10x and 40x magnifications. The fracture surface revealed beach marks on both the opposite sides. The orientation of beach marks indicates the fracture initiation is from the outer surface (ref fig 3 and 3a).
Chemical Analysis by Spectro Vacc
The chemical analysis was found confirming to EN 36C.
Vickers Micro hardness testing
The case depth measured as 1.9mm. The case hardness at the surface measured as 50-51 HRC, Core hardness as 36-38 HRC.
Micro Examination
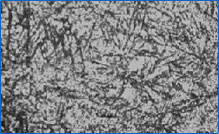
The cut section of the fracture was polished and etched with natal. The etched surface observed under microscope at 500x magnification revealed martensite structure consists of retained austenite (30 to 40%) fig 5 & Fig 6 and core revealed bainite structure.
Conclusion
Based on the above observations and analysis the chemistry of the metal was found meeting the specifications of EN 36C, the case structure and hardness is not meeting the requirement due to retained austenite and low hardness. The core revealed Bainite structure and low hardness.
The failure is attributed to fatigue. The fatigue crack initiated on outer surface in the presence of retained austenite. The fatigue observed on opposite sides possibly due to deflection of component during performance. The cracks developed on the surface are due to severe rubbing associated with higher retained austenite (30-40%) and residual tensile stresses. Further the crack propagated by vibrations/cyclic stresses leading to fatigue failure as evidenced by the orientation of beach marks on either side of the fractured zone.
Recommendations
The recurring of such failure can be avoided by
|